
模具零件圖的畫法,看完都會了!
已有人閱讀此文 - -⑴ 圖型的繪圖方式
圖型的繪圖方式 雖依每個人習慣性而各有不同,下列的見解及提議,可供參考。
① 圖型的不繪標準。畫零件圖的目地是為了更好地體現零件的結構,為生產加工該零件出示圖例表明。一切非標件、或雖說標件但仍需進一步生產加工的零件均需繪圖零件圖。以象1-75沖孔機落料沖壓模具為例子,上模座20雖是標件,但仍必須在其上邊生產加工溢料孔、螺絲焊盤及銷釘孔,因而要畫零件圖;定位銷、導柱及螺絲銷釘等零件是標件都不需進一步生產加工,因而可以不畫零件圖。
② 零件圖的主視圖布局。為確保繪圖零件圖的準確性,提議按安裝部位畫零件圖,但軸類零件按生產加工部位(一般樞軸線為水準布局)。以象1-75所顯示的凹模18為例子,cad零件圖中該零件的正視圖體現了薄厚方位的構造,頂視圖則為原平面圖內的構造狀況,如圖所示1-76所顯示,在繪該凹模18的零件圖時,提議就按cad零件圖上的情況來布局零件圖的主視圖。實踐經驗:那樣能合理地防止投射關聯繪圖的不正確。
③ 零件圖的繪圖流程。繪圖模貝cad零件圖后,應對比cad零件圖來拆畫零件圖。強烈推薦繪圖流程以下:
繪圖零件圖時,尺寸線可先引出來,有關尺寸后標注。圖1-75所顯示,模貝可分成工作中零件、輔助預制構件以及他零件三絕大多數。在畫零件圖時,繪圖的次序一般選用“工作中零件優先選擇,自下高于一切”的流程開展。如圖所示1-75所顯示,凹模18是工作中零件能夠 最先繪制,如圖所示1-76所顯示,
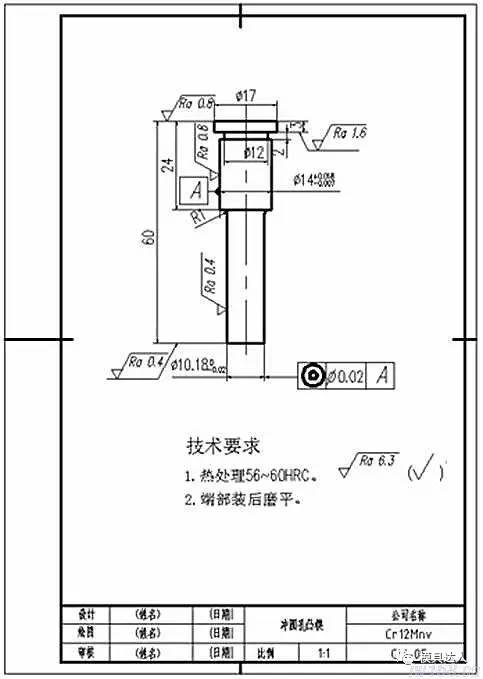
圖1-76 凹模零件圖
繪完凹模18后,對比cad零件圖,倒料板17與凹模18有關,其中孔與凹模洞邊完全一致,內螺紋尺寸應該比凹模洞邊單側大出0.5毫米,依據這一關聯繪制倒料板17,如圖所示1-85所顯示;下面再畫沖孔機凸模11、 13 及落料凸模7(如圖所示1-80所顯示);隨后畫凸模固定不動板10,如圖所示1-77所顯示,再對比模貝安裝繪畫出墊塊9(圖1-78)和下模座1(圖1-91)。在畫下模一部分的零件圖時,應留意歷經下模座1、上墊塊9、沖孔機凸模固定不動板10及凹模18等模版上的螺絲、銷釘孔的部位應一致。
在畫下模一部分的零件圖時,一般選用“工作中零件優先選擇,從上向下”的流程開展。對比凹模先畫2個導料板14,如圖所示1-79所顯示;隨后對比cad零件圖上的安裝關聯,畫始用擋料銷釘孔,再畫承料板16;在凹模上再加上擋料銷釘孔。在畫下模的零件圖時,也應留意歷經導料板14、凹模18及上模座1上的螺絲與銷孔部位,另外上模座20上溢料孔的部位要與凹模的孔距一致。依照所述流程,依據安裝關聯對零件樣子的規定,繪圖各零件圖的圖型,能很容 異地恰當繪圖出模具零件的圖型,并使之與安裝關聯徹底符合。
⑵ 尺寸標注方式
從業沖壓模具的人都是有那樣的感受標注尺寸是一大難題。殊不知新手中普遍現象一種“重圖型、輕尺寸標注”的趨向,在零件圖上所標注的尺寸經常會出現不正確較多或標注錯亂的狀況;乃至出現絲孔銷釘孔移位,導致模貝沒法安裝的錯誤,漏尺寸漏尺寸公差值等狀況更加廣泛。因而開展尺寸標注時,提議依據cad零件圖上的安裝關聯,用“聯絡對比”的方式 標注尺寸,可合理提升尺寸標注的準確率,具備不錯的合理化。
① 尺寸的布局方式 。針對新手出現尺寸標注混亂、無邏輯性等狀況,主要是尺寸的布局方式 不善。要應用全部標注的尺寸在圖表面布局有效、條理清楚,務必非常好地運籌帷幄。圖1-77所顯示的凸模固定不動板零件圖中,現有近24個尺寸與4個幾何公差尺寸的標注,在其中頂視圖左邊與正下方布局螺絲、銷釘孔的孔位尺寸及模版的外觀設計直徑尺寸;內部則布局孔形的尺寸,盡可能分開標注防止交叉式。如圖所示1-75所顯示正視圖上布局了沖圓洞凸模11和沖圓孔凸模13及落料凸模7的固定不動孔樣子尺寸及模版的薄厚等尺寸;幾何公差尺寸插空標注。這類布局方式 有效地運用了零件圖形周邊的空缺,既條理清楚,又便捷讀圖。
② 尺寸標注的構思。要使尺寸標注恰當,就需要掌握尺寸標注的“構思”。前邊規定繪圖全部零件圖的圖型而先不標注一切尺寸,便是為了更好地在標注尺寸時可以統籌協調,用一種恰當的“構思”來恰當地標注尺寸。下邊以象1-75沖孔機落料沖壓模具為例子論述尺寸標注的“構思”。
● 標注工作中零件的刀口尺寸。工作中零件刀口尺寸的標注根據生產制造加工工藝的不一樣有二種方式。一是交換法生產制造,則凸模和凹模各自標注公稱壓力尺寸和尺寸公差;二是相互配合法生產制造,則標準件標注公稱壓力尺寸及尺寸公差,而相零配件標注公稱壓力尺寸和與標準件的相互配合空隙。
● 標注有關零件的有關尺寸。有關尺寸恰當,各模具零件才可以安裝構成一套模貝。在上模一部分,有關尺寸的標注提議依照“由上而下”的次序開展。先從工作中零件凹模18逐漸,觀查cad零件圖1-75,與該零件模貝有關的零件有內六角螺釘19、銷釘23、沉頭螺栓25、導料板14,需從剖析這種相關分析下手開展有關尺寸的標注。
凹模18與銷釘23成H7/m6相互配合,故銷釘孔直徑為Ф8H7。銷釘23與凹模18、上模座20成H7/m6相互配合,因而上模座20上銷釘孔直徑也應是Ф8H7,另外孔位為40和101,可在下模座20的零件圖上標明這種尺寸。
凹模18與4個M8的內六角螺釘19是外螺紋連接 ,因而凹模18的工程圖紙上相匹配螺紋孔應標注為4×M8;螺絲由上模座擰入,故相對的工程圖紙上應該馬上標注4×M8,的螺紋孔距均為76與101。
凹模18還與導料板14、27有關。從安裝關聯知:2個導料板與凹模各用2個沉頭螺栓25及2個銷釘22聯接,因此 在凹模需要標明4個M8的沉頭螺栓25的螺紋孔,與4個M8的內六角螺釘19的孔一起能夠 標注為8×M8;凹模上的四個銷釘孔能夠 各自標注2×Ф8H7還可以一起標成4×Ф8H7;與之相匹配的導料板的標注如圖所示1-79所顯示。
標注完凹模與凸模有關零件上的有關尺寸后,再標注凸模固定不動板10上有關零件的有關尺寸,依次類推直到下模中全部零件的有關尺寸標注結束。下模一部分的螺絲與銷釘根據墊塊的孔時多邊需有0.5~毫米的空隙,因而墊塊9上相對的焊盤直徑為Ф8mm,也應在相對的樣圖上標明。
再舉一例進一步表明有關尺寸的標注。cad零件圖中的沖孔機凸模11、13與沖孔機凸模固定不動板10有關;在其中沖孔機凸模固定不動板10相對處為一起吊固定不動階梯孔,階梯深層與沖圓洞凸模起吊段等高線,即同是3毫米,直徑應該比凸模階梯直徑大出0.5~毫米,為Ф17mm;Ф14mm的孔與凸模固定不動板成H7/m6的相互配合,即沖孔機凸模固定不動板10上的相匹配孔直徑應是Ф14mm。所述尺寸應先后另外標注。沖孔機凸模11、13與落料凸模7的零件圖如圖所示1-80所顯示。
模貝下模一部分的有關尺寸標注可按“由上而下”的次序標注。先標注彈壓倒料板17與擋料釘21,彈壓倒料板與倒料螺絲4中間的有關尺寸;再標注凸凹模固定不動板6與凸凹模7、倒料螺絲8、擰緊螺絲3、圓柱銷4中間的有關尺寸,一樣方式 直到全部有關尺寸標注結束。
● 補齊別的尺寸及技術標準。這一環節可逐一零件開展,先補齊別的尺寸,比如輪廊尺寸尺寸、部位尺寸等;再標注各生產加工面的粗糙度規定及倒圓角、圓弧的生產加工狀況,最終是選料及熱處理工藝,并對本零件開展取名等。
尺寸標注中,一般五金模具零件粗糙度值選擇可參考以下經驗:
a五金模具的上、上模座,上、下墊塊,凸、凹模固定不動板,倒料板,脫料板,打料板與頂料板等零件粗糙度Ra值一般 為1.6~0.8μm。座體零件附近粗糙度Ra值一般 為6.3~3.2μm。
b五金模具的凸模與凹模工作臺面粗糙度Ra值一般 為0.8~0.4μm;凸模與凹模固定不動位置及與之相互配合的模版孔粗糙度Ra值一般 為3.2~O.8μm。
c倒料(頂料)零件與凸模(凹模)相互配合面的粗糙度Ra值一般 為6.3~3.2μm。
d地腳螺栓或別的零件的非相互配合焊盤面粗糙度Ra值一般 為12.5~6.3μm。銷釘孔面粗糙度Ra值一般 為0.8μm。
③ 別的尺寸標注難題
● 復雜性孔的尺寸標注。樣子越繁雜,尺寸就越大,從而導致的標注艱難是新手設計方案沖壓模具時的關鍵阻礙。如圖所示1-77所顯示的凸模固定不動板零件,因洞邊樣子的尺寸多種多樣而出現標注艱難。這時有兩個解決方案:一是變大標注法,將凹模零件圖適度變大后再標注尺寸;二是移除變大標注法。將繁雜的洞邊型孔獨立挪到零件圖外邊的合適部位,再獨立標注型孔尺寸,而零件圖內僅標注型孔圖型的部位尺寸就可以。
● 其他模版上型孔的配置標注。在開展凹模洞邊的刀口尺寸測算時,如何處理半經尺寸R,實踐活動中視對R的精確測量方式及其應用規定而定,若有能精準測量R值的測量儀器,則需對R值開展刀口尺寸的測算;如僅有水平尺等基本測量儀器,則可在凹模圖上標注原注R值。
因為凸模外觀設計、凹模洞邊以及他模版上相對的型孔全是在同一臺線切割機床上放同一生產加工程序流程,依據線切割機床的“空隙全自動賠償”作用使其在線切割機床的割制全過程中全自動配置一定的空隙而成,因而別的模版上型孔可按所述配置生產加工的特性開展標注,既簡易明確,又合乎模具生產的具體。假如凸模固定不動模版按配置法特性開展標注時,僅需在模版內標注型孔的部位尺寸,而型孔的樣子尺寸則在樣圖的適度部位充注:“型孔尺寸按凸模的具體尺寸成0.02mm的過渡配合”就可以。
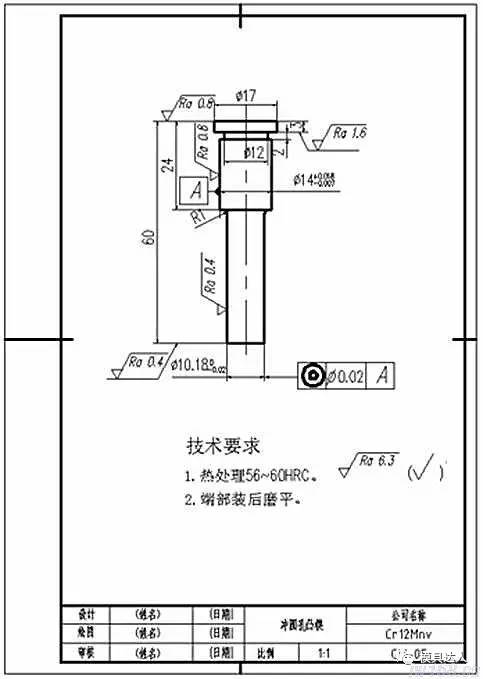
圖1-81 沖圓洞凸模零件圖
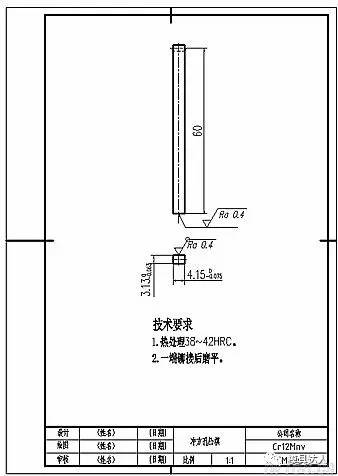
圖1-82 沖圓孔凸模零件圖
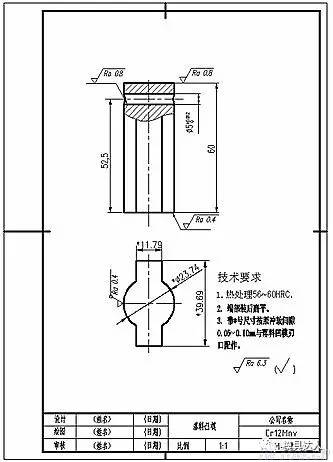
圖1-83 落料凸模零件圖
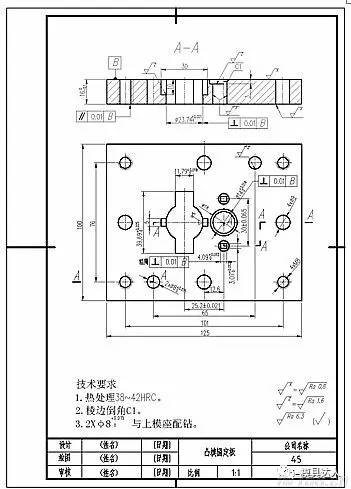
圖1-84 凸模固定不動板零件圖
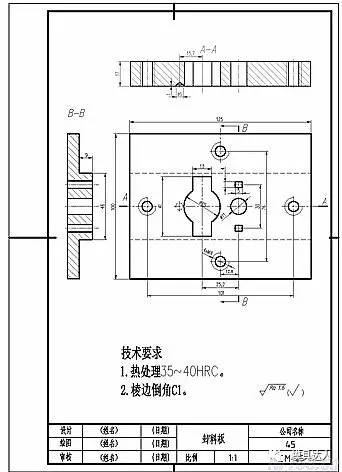
圖1-85 倒料板零件圖
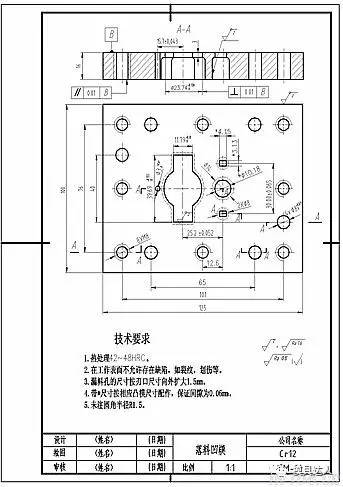
圖1-86 落料凹模零件圖
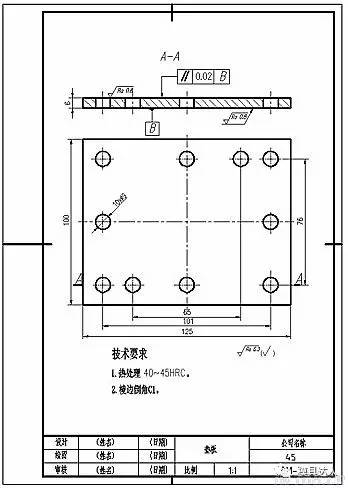
圖1-87 墊塊零件圖
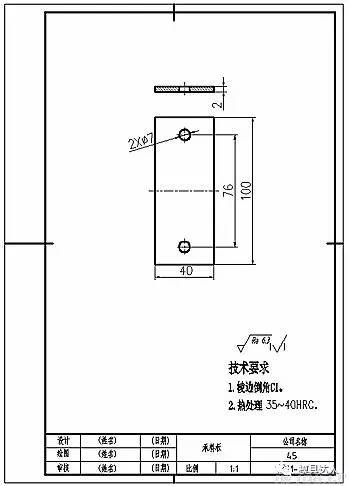
圖1-88 承料板零件圖
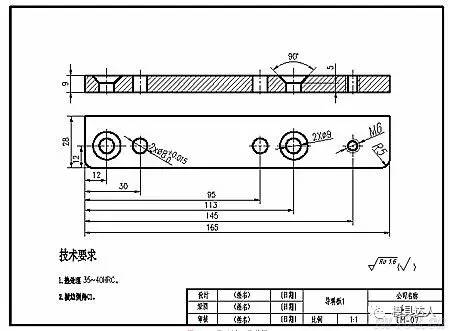
圖 1-89 導料板1零件圖
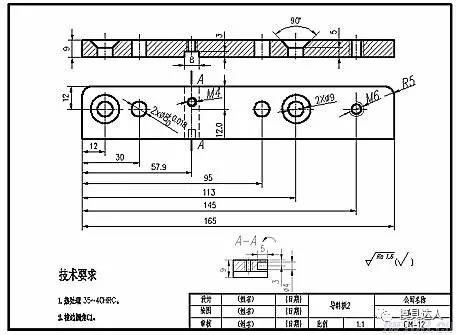
圖1-90 導料板2零件圖
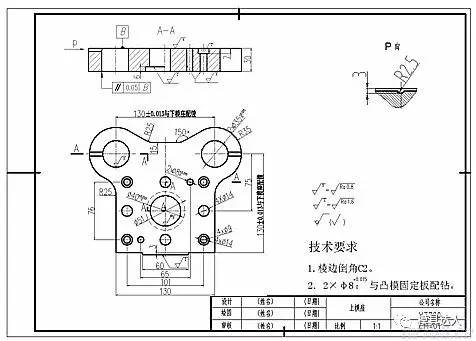
圖1-91 下模座零件圖
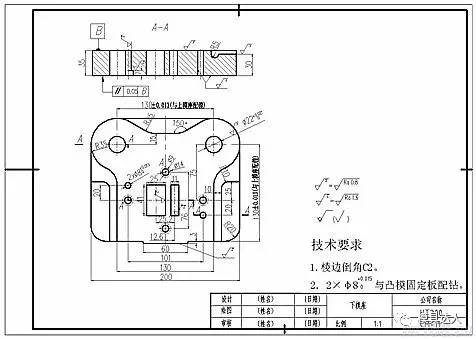
圖1-92 上模座零件圖
來源于:模貝人雜志期刊







