設(shè)計(jì)注塑模具的要點(diǎn)引見,你還不明白嗎?
已有人閱讀此文 - -塑膠注入模具是如今全部塑膠模具中應(yīng)用較廣的模具,可以成形繁雜的高精密的塑膠制品。文中僅僅粗略地介紹一下。
即然是網(wǎng)狀結(jié)構(gòu)構(gòu)造,那塑膠的在生產(chǎn)加工時(shí)收縮的方位也是跟高聚物的分子結(jié)構(gòu)鏈在地應(yīng)力功效下趨向性及制冷收縮相關(guān),在流動(dòng)性方位上的收縮要比其豎直方位上的收縮多。
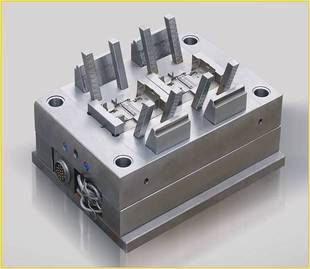
商品收縮也同產(chǎn)品的樣子、澆口、熱漲冷縮、溫度、固化時(shí)間及熱應(yīng)力等要素相關(guān)。一般 書本上出示的收縮率范疇范圍廣,在具體運(yùn)用中所考慮到的是商品的厚度、構(gòu)造及明確注塑加工時(shí)溫度壓力的大小和趨向性。一般商品要是沒有芯軸支撐點(diǎn),收縮相對(duì)要大點(diǎn)。 塑膠注塑加工模具基礎(chǔ)分成靜模和動(dòng)模。
注塑加工模具
在塑料機(jī)的注入頭一邊的帶澆口套的為靜模,靜模一般有澆口套、靠板、模板構(gòu)成,簡(jiǎn)易模具(非常是靜模沒有芯軸的模具)還可以不應(yīng)用靠板,立即用厚一點(diǎn)的模板就可以了。澆口套一般為標(biāo)件,除非是獨(dú)特緣故,不建議撤銷。
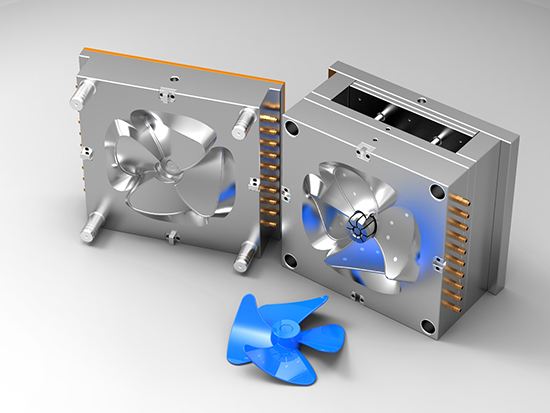
澆口套的應(yīng)用有益于安裝模具、拆換便捷,無需自身打磨拋光。一些獨(dú)特模具澆口套能用爬出來或用光潔度線割切割成。一部分模具務(wù)必靜模出模時(shí),還得再加靜模出模組織 。動(dòng)模的構(gòu)造一般為動(dòng)模板、動(dòng)模靠板、出模組織 及其模腳和電腦裝機(jī)固定不動(dòng)板。
澆口立即關(guān)聯(lián)到塑料件的美觀大方,澆口設(shè)計(jì)方案不太好得話,非常容易造成缺點(diǎn)。在沒有一切阻攔的狀況下非常容易造成蛇型流。針對(duì)規(guī)定高的商品,還應(yīng)設(shè)計(jì)方案溢流式和排氣管。溢流式處可以用小鏈,不要在模板上留出溢流式毛邊,才不會(huì)危害模具使用壽命。
出模組織 中除開脫料桿,也有歸位桿,一部分模具也要提升彈黃以完成比如全自動(dòng)出模等作用。也有定位銷、冷卻循環(huán)水孔、過流道等也是不能少的模具的基礎(chǔ)構(gòu)造。自然,斜導(dǎo)模具也有斜導(dǎo)盒、斜導(dǎo)柱等。
當(dāng)為一設(shè)計(jì)產(chǎn)品模具時(shí),最先要設(shè)置模具的基礎(chǔ)構(gòu)造規(guī)格以材料準(zhǔn)備,來加速模具生產(chǎn)制造的速率。繁雜商品先要繪圖好產(chǎn)品圖片,再說好模具的規(guī)格。如今的模具大部分要開展熱處理工藝,加寬模具的強(qiáng)度,提升模具使用期。
在熱處理工藝前,先向模板開展基本生產(chǎn)加工:鉆好定位銷孔、歸位孔(動(dòng)模)、凹模孔、螺釘孔、澆口套孔(靜模)、拉料孔(動(dòng)模)、冷卻循環(huán)水孔等,銑好過流道、凹模,一些模具還應(yīng)銑好斜導(dǎo)盒等。
來源于:微注塑加工