網絡化注塑機溫度控制器的開發
已有人閱讀此文 - -注塑機是生產加工塑膠制品的關鍵機器設備之一,因為它能一次成形外觀設計繁雜、規格精準或含有金屬材料鑲件的材質高密度的塑膠制品,而被廣泛運用于機械設備、電力電子技術、轎車、裝飾建材、包裝、國防安全、農牧業、文教衛生及大家日常日常生活的各行各業。在我國是塑膠制品生產制造強國,也是世界上最大的注塑機生產加工我國。據我國塑料造粒行業協會統計分析,2016年在我國橡塑制品領域的工業總產值增長率已做到8%,另外銷售市場對塑膠產品的品質明確提出了高些的規定,殊不知在我國精密加工注塑機型仍關鍵依靠進口。
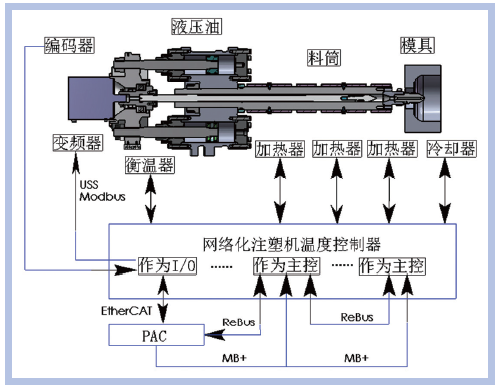
圖1 商品功能分析平面圖
注塑加工全過程是將熱固性塑料或聚氨酯彈性體先在加溫料筒中勻稱熔融,隨后由擠出機螺桿或柱塞泵肘節到合閉模貝凹模中,經制冷或加溫定形后獲得所需塑膠制品的成形全過程。溫度控制是注塑機全過程控制中最重要的內容之一,在具體加工過程中必須處理下列難題:
因為溶體等被測目標情況的時轉性、外部影響要素繁雜,造成 領域模型參數基本相同,非常容易造成超調和震蕩、當場PID參數整定值時間太長,難以做到理想化的控制實際效果。另外,盡管齒輪油溫度控制相對性單獨,但其轉變會危害液壓傳動系統的總流量及工作壓力平穩與注入速率的可重復性,而模貝的溫度轉變則會危害產品的工藝性能和產品的成形周期時間。傳統式注塑機在溫度控制精密度、可靠性和耗能控制等層面還必須開展改善和提高。
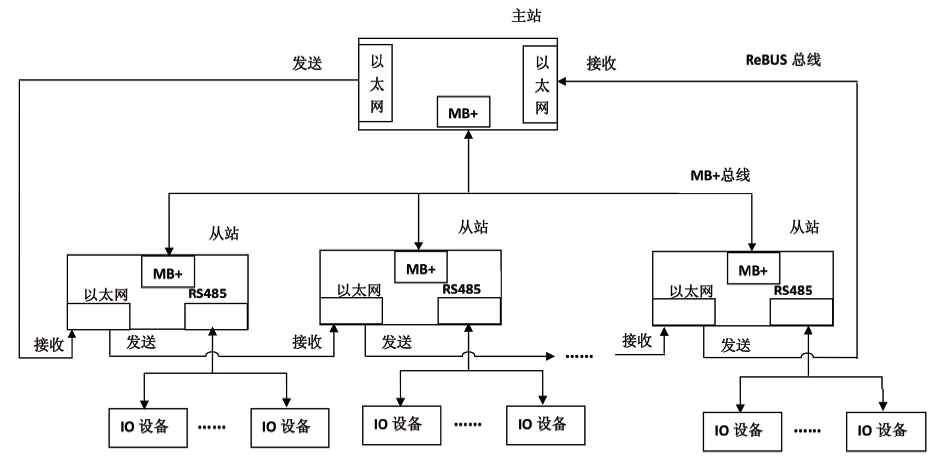
圖2 D-BUS數據信息互動文件格式
對于之上難題,大家開發設計的“數字化注塑機溫度控制器”是根據提升曲線圖參數自整定值控制、神經細胞響應式PSD控制和模糊PID控制等技術性,精準平穩地精確測量和控制料筒溫度、射嘴溫度、齒輪油溫度和模貝溫度,以完成無超調、解藕合、抗干擾性、參數自整定值等控制作用,做到提高成形品質、提升生產率和節能減排的目地。在考慮各領域對塑膠制品人性化、精密化及其髙速、高效率、環保節能生產制造要求的另外,使國內注塑機走高端化、精密化路經,提升橡塑制品領域的自動化技術水準。
一、核心技術
為了更好地處理注塑機中溫度控制的諸多難題,大家科學研究髙速系統總線技術性、高精密溫度精確測量技術性、無超調參數自整定值控制技術性、多溫區抗干擾性解耦控制技術性和可編程控制器控制技術性,開發設計D-BUS髙速系統總線,適用倍福的EtherCAT協議書,開發設計數字化注塑機溫度控制器。在完成無超調、抗干擾性、去藕合和節能減排等溫度控制作用的另外,又可以做為I/O控制模塊與PAC互連,進行獨立溫度控制和輔助健身運動控制,完成詳細的注塑機控制系統軟件,做到減少產品成本、提高塑料件品質的目地。
(1)髙速系統總線技術性
髙速系統總線技術性,由環形以太網接口和RS485系統總線雙網絡架構構成的D-BUS髙速系統總線。環形髙速以太網接口ReBUS應用IEEE802.3以太網接口標準組成環形網絡拓撲結構,髙速系統總線MB 選用1Mbps的RS485標準接口,根據雙沉余互聯網完成信息網絡傳送、常見故障探測與服務器集群。ReBUS環形以太網接口的通訊響應時間達到10us/100Bytes,考慮髙速健身運動控制對應用系統的高實用性規定。
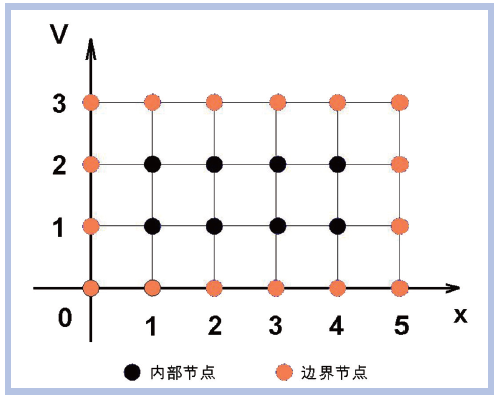
圖3 x-y二維平面圖網格圖區劃圖
MB 網絡架構選用主從關系通信方式,域名周期性地推送和讀取數據,從站依據配備從報文格式特定部位載入鍵入數據信息,并回填土輸出數據信息,隨后將報文格式傳輸至下一連接點,先后循環系統。當報文格式返回域名協調器時,完成了各從站及I/O的數據信息更新。
ReBUS系統總線選用環形網絡拓撲結構,系統總線中機器設備假如出現常見故障將造成 環城路開裂,數據庫同步報文格式沒法抵達域名,而選用髙速MB 系統總線能完成常見故障探測與服務器集群,確保了互聯網的高速性和可信性。
另外,D-BUS髙速系統總線適用與倍福的EtherCAT互連,促使數字化溫度控制器可完成與倍福的工控電腦或I/O控制模塊立即聯接,可做為I/O融進注塑機控制系統軟件的健身運動控制一部分。這類技術性不但能夠 將溫度參數做為健身運動控制的參照鍵入,還能夠聯接伺服電機、軟啟動器等感測器設備和執行器,為注塑機控制系統軟件出示溫度控制和I/O作用。
(2)高精密溫度精確測量技術性
溫度場線性擬合方式 完成熱電阻冷端溫度賠償,僅根據三點溫度的遍布變化趨勢,創建由這三點明確的平面圖上溫度遍布的數學分析模型,并根據最小二乘的方式 解決試驗數據信息,求取實體模型的未確定指數。創建二維平面圖溫度遍布數學分析模型,變量為已經知道的三點溫度,函數值是以這三點為端點所明確矩形框平面圖就任一點的溫度值。針對熱電阻的冷端布線端只處在一個平面圖上的商品,只必須精確測量在其中三點的溫度,就可以完成該平面圖上全部安全通道的熱電阻溫度賠償。
(3)無超調參數自整定值控制技術性
無超調參數自整定值PID控制方式 可處理加工工藝參數配備繁雜和溫度過沖的難題。選用雙PID環控制,內環線精確檢驗和控制發熱圈的溫度,二環路精確地檢驗和控制耐磨材料溫度。選用提升曲線圖法和Z-N公式計算來明確PID控制參數,即在耐磨材料從熱態升高至預設值的全過程中創建數學分析模型,獲得其動態性實體模型參數,應用一階慣性力加純落后實體模型來類似表明系統軟件實體模型,當明確實體模型中的放大系數、純落后時間和穩態值后,就可以依據Ziegler―Nichols經驗公式定律求取PID的三個參數。
(4)多溫區抗干擾性解耦控制技術性
選用神經細胞響應式PSD控制技術性解耦,相抵各溫區的轉變關系,使包括解耦控制器以內的理論目標傳遞函數變成對角陣,從而消除全過程中的藕合,使各溫區控制系統軟件變成單控制回路系統軟件。對于注塑機料筒溫度離散系統、時轉性等特性,依靠神經元網絡的可訓煉性和構造實用性,授予其自適應力,能靠近其隨意溫區非線性函數,且不用精準的領域模型,完成起來簡易便捷,可以考慮解耦控制規定。另外融合模糊PID控制優化算法開展控制,能不錯地擺脫溫度控制目標的落后難題,還能提升系統軟件的控制精密度和抗干擾性。
(5)可編程控制器控制技術性
以控制器模擬量輸入I/O為基本,參照IEC61499規范和IEC61131-3規范,根據無超調參數自整定值PID控制功能塊、神經細胞響應式PSD控制功能塊、模糊PID控制功能塊,完成注塑加工全過程的無超調溫度控制,根據可編程控制器的方法處理不一樣原材料種類、多種多樣加工工藝參數的配備難題,提升注塑機控制系統軟件的開發設計高效率。
二、關鍵特性和自主創新之處
商品“數字化注塑機溫度控制器”關鍵用以注塑機的料筒和射嘴溫度控制、齒輪油溫度控制和模貝溫度控制,關鍵特性以下:
(1)考慮工業生產級運用要求,商品根據電磁兼容測試檢測、高低溫試驗脆化試驗和極限安全防護檢測,辦公環境溫度-40至85℃,環境濕度范疇95%不冷凝水;
(2)數字化溫度控制器材有CPU、網關ip、I/O與沉余控制作用,具備以太網接口、RS485和ZigBee通信協議,適用倍福的EtherCAT協議書,通訊周期時間≤1ms,模擬量輸入I/O平穩時間10us/8安全通道;
(3)計算機語言適用IEC61131和IEC61499規范,適用無超調PID控制參數自整定值、PWM和模擬量輸入輸出、部位式和增加量式PID控制;溫度控制精密度做到±0.1℃;
(4)根據CE認證和RoHS驗證,整體技術實力做到國際性優秀水準。
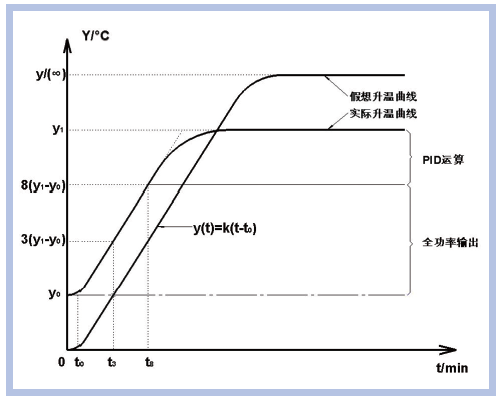
圖 4 提升曲線圖平面圖
溫度場線性擬合方式 完成熱電阻冷端溫度賠償技術性、無超調參數自整定值控制技術性、多溫區抗干擾性解耦控制技術性和可編程控制器控制技術性,提升了對注塑機溫度的精確測量和控制精密度,根據溫度參數可對注入時間和等級分類注入開展提升,促使注入成形加工工藝參數的選中更具有合理化,另外系統軟件能夠 響應式不一樣的原材料種類和自然環境標準,大大縮短試件和修模的時間,減少產品成本,確保熱塑性全過程的可靠性,明顯提升塑膠制品的品質。無超調、解藕合、抗干擾性和參數自整定值是技術性特點和創新點。
三、市場的需求狀況
在我國塑膠制品的總產量盡管早已穩居世界第二,但平均消耗量僅40KG,較英國、丹麥、法國等資本主義國家差別達5倍之多。因而,在我國塑膠制品和塑料機械設備的市場的需求還將再次提高,并有非常大的發展趨勢室內空間。總體而言,在我國精細注塑工藝武器裝備還處于發展環節,發展趨勢室內空間非常大,精密加工產品市場的需求與日俱增,對精細注塑工藝機器設備與技術性的規定也持續提升。
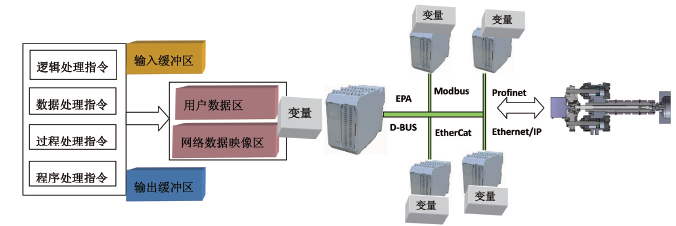
圖5 可編程控制器控制
IARTF 行業現狀匯報顯示信息,全球塑料造粒機械設備近些年的年平均銷售量為100億美金上下,在其中近70億美金為國際貿易,不難看出塑料造粒機械設備在進出口貿易中是一支較為活躍性的能量。但在我國塑料造粒機械設備2016年的出口值還不上15億美金,僅占全球塑料造粒機械設備出口值的10%。因為在我國的塑料造粒機械設備商品絕大多數處在仿造環節,現階段僅能享有中低端和通用性銷售市場,盡管在國際性內以便宜的價錢占有一定優點,但仍欠缺獨立產權年限的關鍵技術和競爭能力。
本商品具備結構緊湊、作用全方位、方便使用、特性平穩等特性,專業對于橡塑制品應用領域要求,加強了通信網絡、分布式系統可編程控制器控制、控制參數自整定值、無超調控制等作用。據大家可能,歷經機電工程配套設施和建筑項目運用,本商品將在國外市場內以性價比高的優點立于不敗之地,并且能夠 取代進口商品。
來源于:榮格