聯塑機器推出PVC智能供料零碎處理方案
已有人閱讀此文 - -現階段,伴隨著人力成本及耗能成本費占產品成本的比例越來越大,及其空氣污染對身心健康產生的危害,如何提高PVC管材擠出生產流水線粉體設備原材料的智能化上料水平,及減少產品成本、提升PVC配混的精確性等一直是生產商追求完美的總體目標。

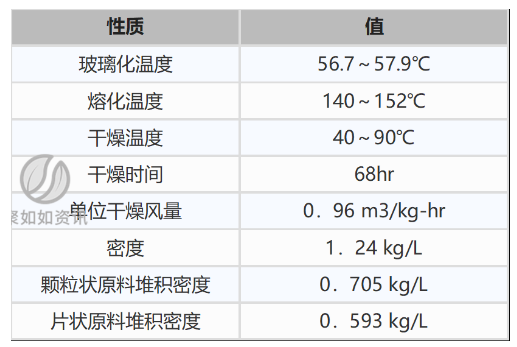
聯塑設備企業發布的PVC智能化供料系統軟件解決方法基礎結構
在給擠出機料斗的集中化供料一部分,普遍現象下列的難題:
一、擠出機組投料料斗中的PVC原材料的集中化輸送,一般選用管鏈或是螺旋式形式的遠距離運輸到眾多擠出機臺,在每一個擠出機料斗上開設高矮料位開關,一旦在其中某一個料斗欠料,就規定輸送機馬上運行給料,那樣造成 輸送機的經常啟/停,大大的危害機器設備的可靠性;此外,一旦在其中某一個低料位開關無效,則造成 擠出機臺常見故障關機,一旦高料位開關無效,則造成 輸送機由于不斷運行而卡住。
基本的擠出機集中化供料一般全是定量分析串聯輸送,擠出料斗里邊的PVC顆粒料在耗費全過程中,料位的發生變化,在開料全過程中非常容易導致“沖料”和開料不持續(鐵路橋)的狀況,造成 擠出機擠出機螺桿非常容易擰斷,更關鍵的是擠出成形后的塑膠制品受定量分析上料不勻的難題造成 商品壁厚不勻的比較嚴重產品質量問題。
聯塑設備企業供料系統軟件解決方法
對于PVC顆粒料集中化輸送存在的不足,聯塑設備企業為客戶出示合理的相對解決方案,其供料系統軟件選用可編程邏輯控制板根據對全部管鏈輸送中下游的每臺擠出機主電動機的起動、速率等數據信號開展收集,隨后依據各擠出機速率數據信號開展標值計算,操縱擠出機的上料量,隨后再根據上料量計算出每條生產流水線需要的供料量,隨后再將供料量計算成輸送管鏈的速率,即時地對輸送管鏈速率開展調整。
當中下游擠出主電動機速率忽然擴大時或擠出機運作總數提升時,隨著供料系統軟件會馬上檢驗出速率的轉變及用材量的提升,相對提升上料速率,從而相對地按占比提升管鏈的輸送速率;相反,當中下游擠出主電動機速率忽然減少時或擠出機運作總數降低時,供料系統軟件隨著相對減少上料速率,另外相對地按占比減少管鏈的輸送速率。
此外,供料系統軟件還載入了中下游每臺擠出機的電流量、扭距主要參數,當擠出機超扭距警報時,供料系統軟件會全自動關掉該臺擠出機相匹配的管鏈輸送管路進料口,并終止喂料器,從而確保擠出機上料量已不提升,進而使擠出機輸出扭距降低,合理地維護擠出機擠出機螺桿。
在軟性遠距離、多機器設備的顆粒料輸送層面也具備與眾不同的滿料沉余卸壓機械結構設計,保證在極端化的狀況下:即便擠出機大部分料斗在滿料的狀況下,也可以保證管鏈在運作時“刮刀”所造成粉體設備工作壓力的合理釋放出來而不泄露。
此外,根據平穩的擠出量的操縱,做到商品“米重”的相對性穩定,進而確保商品壁厚的勻稱。因為壁厚的勻稱,在節約了原材料耗費的另外又確保了商品的品質。
全部供料系統軟件控制板根據以太網交換機及網絡線將中下游13臺擠出機系統軟件相互連接,并根據MODBUS TCP/IP通信協議創建通信。為全部控制系統出示了靠譜的接口方式。供料系統軟件還能夠根據通訊網關及安全性通信控制模塊創建一個遠程控制的實際操作視頻監控系統。從而提升全部系統軟件自動化技術、信息化管理水平。使客戶之后能夠擴展出大量的作用。
聯塑設備企業這類PVC粉體設備軟性回轉式供料的設計方案,是一種“智能化供料”計劃方案:根據即時收集中下游全部擠出機的一系列重要的數據信息,動態性而且連續運作并立即調整輸送量,而且輔助有極端化狀況下的擠出料斗滿料卸壓機械系統。那樣可以合理處理基本定量分析、間歇性供料造成 擠出機料斗“沖料”、“物料阻塞”、擠出機擠出機螺桿非常容易擰斷、PVC擠出機的擠出量不穩定及其集中化供料系統軟件自身設備故障率高的一系列難題。
來源于:CPRJ 中國塑料硫化橡膠