軟管及管材的擠出測量技術(shù)
已有人閱讀此文 - -以往兩年,塑料軟管及管材制造商在測量和操縱技術(shù)、生產(chǎn)線操縱層面開展了很多項目投資,以提升線上質(zhì)量管理水準(zhǔn)、加工工藝可靠性并控制成本。如今,裝有自動控制系統(tǒng)的線上測量設(shè)備已變成擠壓生產(chǎn)流水線的標(biāo)準(zhǔn)配備。應(yīng)用到的機(jī)器設(shè)備有測量頭,能夠 測量內(nèi)徑、直徑、橢圓形度、偏心率,而且最好是能在擠壓全過程中測量出商品垂落度(黏度很高時干固全過程中溶體產(chǎn)生“垂落”),但不但僅限于此。所應(yīng)用的測量系統(tǒng)軟件依據(jù)主要用途的不一樣而選用不一樣技術(shù)。文中對傳統(tǒng)式及自主創(chuàng)新測量技術(shù)開展了回望,并討論了他們在擠壓生產(chǎn)流水線中的利與弊。
塑料軟管和管材直徑測量技術(shù)
塑料軟管和管材商品直徑的測量一般選用二種已十分完善的方式,分別是“掃描儀系統(tǒng)軟件”和“線性CCD感測器技術(shù)”。
◆掃描儀系統(tǒng)軟件
掃描儀法是將激光根據(jù)一個轉(zhuǎn)動鏡面玻璃或轉(zhuǎn)動盤對測量地區(qū)開展掃描儀。在轉(zhuǎn)動鏡面玻璃與光線傳感器中間置放二只鏡片。第一只鏡片使激光基本上平行面地越過測量地區(qū),第二只鏡片則將光線導(dǎo)向性感光探測儀上。被掃描儀的商品放置二只鏡片間,在測量地區(qū)內(nèi)開展掃描儀時對激光造成危害。較為激光根據(jù)全部測量地區(qū)需要的時間與激光器掃描儀全部商品表層需要的時間,就可以測算出商品的直徑。在這類狀況下,時間等額的于直徑(圖1)。測量速度在于鏡面玻璃轉(zhuǎn)動速率。應(yīng)用多方面鏡有希望提升測量速度。這就規(guī)定鏡面玻璃務(wù)必做到完全一致的表層加工精度。一般 會開展數(shù)次測量,以得到有效的精準(zhǔn)度。
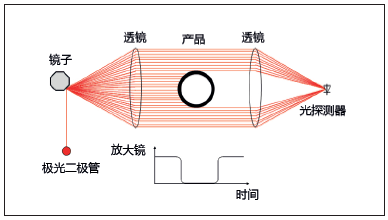
圖1 帶轉(zhuǎn)動鏡的掃描儀方式
◆線性CCD感測器系統(tǒng)軟件
線性CCD感測器測量技術(shù)關(guān)鍵有二種。第一種方式是運(yùn)用光學(xué)設(shè)備(鏡片組)使激光聚焦點在一個線性感應(yīng)器上。根據(jù)測算物件黑影圖象中發(fā)暗的二極管,就可以明確直徑尺寸。這類方式的優(yōu)勢是不用挪動構(gòu)件,但鏡片組的成本費(fèi)較高(圖2)。
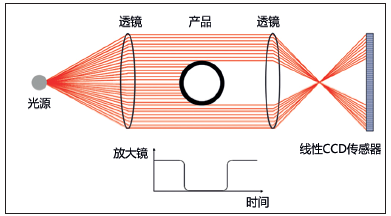
圖2 應(yīng)用線性CCD感應(yīng)器的掃描儀法
第二種是智能化方式,即用激光器照亮高像素線性CCD,根據(jù)測算透射花紋來明確直徑。這類方式測量速率十分快,只遭受所挑選的線性CCD感應(yīng)器的限定。第二種方式的優(yōu)勢是省掉了價格昂貴的鏡片組及其挪動構(gòu)件。
掃描儀和線性感測器技術(shù)的關(guān)鍵差別取決于,線性CCD感測器技術(shù)只借助智能化方法,不用挪動構(gòu)件,因而具備高些的精確性、可再現(xiàn)性和測量速率。線性感應(yīng)器的測量頭在兩三個平面圖上測量直徑。他們能測量直徑為0.05至500mm范疇內(nèi)各種各樣材料的不全透明或全透明材料構(gòu)件。此外,一些實體模型測量速率可達(dá)到5000/軸/秒,因而是檢測低回聲區(qū)和頸縮狀況的靠譜專用工具。
直徑、厚度和偏心率測量技術(shù)
因為僅測量直徑不可以符合要求的運(yùn)用,塑料軟管和管材制造商必須選用還能測量商品厚度和偏心率的測量系統(tǒng)軟件。除開質(zhì)量管理和加工工藝提升,節(jié)省塑膠材料并控制成本一樣十分關(guān)鍵。舉例來說,基本選用的是根據(jù)超音波的技術(shù)。這類方式合適單面商品壁厚的基礎(chǔ)測量,但因為其作用及其對材料特點、塑膠溫度和藕合物質(zhì)的依靠,因此具備局限。現(xiàn)階段,X光技術(shù)則能保證得到精準(zhǔn)的商品主要參數(shù)測量結(jié)果,而不容易遭受自然環(huán)境或材料的危害。
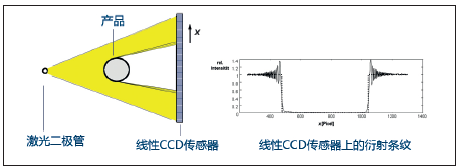
圖3 不用電子光學(xué)和挪動構(gòu)件的CCD線性感應(yīng)器透射花紋測量基本原理以及剖析
◆超聲波技術(shù)
超聲波技術(shù)只一部分適用塑料軟管與管材的線上質(zhì)量管理。例如,超聲波技術(shù)不可以透過作為復(fù)合型管路中蒸氣隔絕層的鋁制層,因而不可以適用此。測量高壓軟管時,超聲波數(shù)據(jù)信號在非常大水平上面被孔隙度和硫化橡膠材料所消化吸收,因而也不可以出示靠譜的測量結(jié)果。并且,雙層高壓軟管一般都帶有提高紡織物,它會遷移超音波回音,使測量沒法開展。超音波測量一般 在水浴中完成,在其中,水被作為聲音傳播的藕合物質(zhì)。由于超音波的快速傳播,務(wù)必開展精準(zhǔn)的溫度補(bǔ)償,以依據(jù)溫度和材料測算偏心率。這類技術(shù)必須開展校正。此外,僅有將超聲波技術(shù)和附加的作用力系統(tǒng)軟件緊密結(jié)合,才可以估計出壁厚。
◆X-光技術(shù)
X光技術(shù)選用了成像原理。X光技術(shù)對材料沒有限定,也不用藕合物質(zhì)。這類技術(shù)不會受到材料溫度的局限性,因而能夠 將X光測量機(jī)器設(shè)備立即融合到擠壓生產(chǎn)流水線,不用附加的對策,也不用校正。能夠 裝在擠壓頭(熱測量)后邊,還可以在生產(chǎn)流水線尾端(最后質(zhì)量管理)。根據(jù)4點線上測量,僅需一臺機(jī)器設(shè)備就可以得到壁厚、偏心率、內(nèi)外直徑和橢圓形度的測量數(shù)據(jù)信息。該系統(tǒng)軟件可用以數(shù)最多三層不一樣材料的測量,測量值能夠 管材/管路橫截面的方式完成智能化或圖形界面的即時顯示信息,讓客戶可極致地開展擠壓專用工具的對中。在考慮到極小值的另外自動控制系統(tǒng)生產(chǎn)流水線速率或擠塑機(jī)轉(zhuǎn)速比(RPM),這針對完成最大高效率至為重要。那樣,就可以保證塑料軟管的質(zhì)量。在另一方面,操縱極小值可保證只耗費(fèi)必不可少的材料。X-光技術(shù)適用直徑為0.65至270 mm的商品。對X光技術(shù)安全系數(shù)憂慮是沒有依據(jù)的,由于低動能的輻射源沒有關(guān)聯(lián)性。事實上,當(dāng)大家乘座從紐約市飛到佛羅倫薩這類飛機(jī)航班時,遭受的輻射源要高許多。

圖4裝在塑料軟管擠壓生產(chǎn)流水線的X光測量系統(tǒng)軟件
大中型塑料管材的測量技術(shù)
針對用以工程建筑和公共文化服務(wù)行業(yè)的120毫米之上直徑大中型塑料管材的測量,所述技術(shù)一樣可用。但這種技術(shù)在作用(超聲波)、成本費(fèi)、測量范疇、附近測量點總數(shù)(X光)及其測量直徑上(激光器)都存有局限。現(xiàn)階段,用以質(zhì)量管理的升級技術(shù)已在檢測中。它選用了看準(zhǔn)材料的太赫茲技術(shù)單脈沖激起大功率光纖線激光器。根據(jù)材料內(nèi)、表層邊沿反射面的單脈沖來明確壁厚。但用這類技術(shù)在測量厚壁管和高減振材料如PVC時也是存有局限性的。此外,激光發(fā)生器的使用性能比較有限,且成本費(fèi)價格昂貴。
◆毫米波通信(Millimeter waves)技術(shù)
雷達(dá)探測技術(shù)FMCW(電臺廣播持續(xù)波)是用以規(guī)格測量和松馳度紀(jì)錄的一種成本費(fèi)大幅減少的創(chuàng)新能力技術(shù)。這種系統(tǒng)軟件工作中單脈沖處在亞太地區(qū)HZ單脈沖范疇內(nèi),它在轎車行業(yè)用以間距測量現(xiàn)有一段時間了。它選用半導(dǎo)體材料技術(shù),價錢較為性價比高,在具體應(yīng)用中使用壽命不受到限制。在80到300 GHz的挑選范疇內(nèi),全部塑膠材料都能夠透過,且消化率低,因而能測得壁厚。有一個或2個持續(xù)轉(zhuǎn)動收發(fā)器在繞管材挪動時,會不斷收取和發(fā)送電臺廣播毫米波通信。另一種方式是,用靜態(tài)數(shù)據(jù)系統(tǒng)軟件根據(jù)二只信號接收器在四個點上可選擇性地測量厚度和管材的內(nèi)外徑。假如必須緊緊圍繞管周詳細(xì)測量壁厚,則必須用轉(zhuǎn)動測量頭。這類狀況下,還可以精準(zhǔn)測到并顯示信息松馳度。該測量方式運(yùn)用了塑膠材料前后左右端附面層數(shù)據(jù)信號反射面的時差。測量精密度做到1微米,測量速率為500次/秒。毫米波通信技術(shù)可順著詳細(xì)的直徑,精準(zhǔn)測量120至2500Mm的商品。不用藕合物質(zhì),且不會受到溫度或塑膠材料的危害。此外,測量系統(tǒng)軟件可自動調(diào)節(jié)并融入阻燃塑料材料的特點,客戶不用校正。并且,該技術(shù)為阻燃塑料機(jī)出示了校正和溫控的信息內(nèi)容,因而測量值可保證用以提升同性情,并最大限度地減少壁厚。
匯總
伴隨著對塑料軟管和管材生產(chǎn)制造質(zhì)量規(guī)定的提升,借助非毀滅性檢測(NDT)對塑料管材的擠壓品質(zhì)開展精準(zhǔn)、靠譜的操縱越來越至關(guān)重要。除此之外,高效率地應(yīng)用材料以控制成本也是工廠生產(chǎn)管理的關(guān)鍵。測量和自動控制系統(tǒng)能夠 不斷檢驗和操縱關(guān)鍵的商品主要參數(shù)。因而,塑料軟管和管材制造商可挑選具備不一樣作用和多種多樣主要用途的各種各樣的技術(shù)。
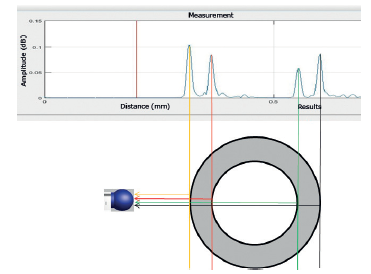
圖5 毫米波通信技術(shù)測量系統(tǒng)軟件根據(jù)剖析數(shù)據(jù)信號反射面時差,明確管經(jīng)、厚度和松馳度
激光器技術(shù)能對0.5至500mm范疇內(nèi)的管經(jīng)開展靠譜的線上測量。此外,X光測量系統(tǒng)軟件能夠 測量直徑達(dá)到270Mm的商品的厚度和軸力度。另外,銷售市場上也出現(xiàn)了根據(jù)毫米波通信的自主創(chuàng)新技術(shù)用以在阻燃塑料生產(chǎn)流水線測量管經(jīng)達(dá)到2500Mm的大中型塑料管材。該技術(shù)能用來精準(zhǔn)測量用不一樣種類材料做成的基本尺寸的管材規(guī)格和松馳度。因而,阻燃塑料生產(chǎn)流水線究竟應(yīng)當(dāng)選用哪樣測量技術(shù),在于主要用途、及其客戶根據(jù)品質(zhì)確保、加工工藝提升、成本費(fèi)節(jié)省等對測量和操縱明確提出的規(guī)定等。
來源于:榮格